
示值变化有什么规律?
①连杆下端在扇齿槽中左右移动,可调整表针的全量大小。
将连杆向左(上)移动,可调大指针全量;
将连杆向右(下)移动,可调小指针全量。
②改变连杆与扇齿之间初始角的大小,可以调整仪表的非线性误差。
调小初始角,指针会在前半部分刻度走得快(前快),在后半部分刻度走得慢(后慢);
调小初始角,指针会在前半部分刻度走得慢(前慢), 在后半部分刻度走得快(后快)。
④顺时针转动机芯,指针运转前快后慢;
逆时针转动机芯,指针运转前慢后快。
将封口片(又称自由端)向左掰,指针运转前快后慢;
将封口片(又称自由端)向右掰,指针运转前慢后快。
⑤如果仅是最后一点小,多是因为连杆与扇齿的夹角过小;
如果仅是最后一点大,多是因为连杆与扇齿的夹角过大.
怎样调整压力表的全量大小?
在机芯的中轴位置找正之后,应首先对仪表的全量进行调整。
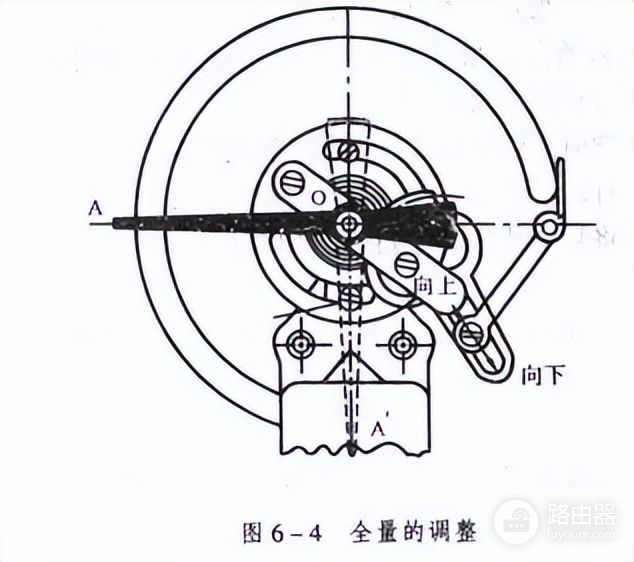
全量的调整方法是:
如图6-4所示,在无压力的情况下,将指针向左水平方向钉置(OA),向表内加压,使压力达到该仪表测量上限(从标准压力表读出),表针按顺时针方向旋转,如果达到垂直位置(OA’) ,即指针运转 270°说明该仪表的全量合适。
若指针达不到A’点,说明全量小;若超过A’点,说明全量大.
若全量小,松开扇齿下端螺钉,将连杆向左(上)拨动,则全量增大。
若全量大,松开扇齿下端蝶钉,将连杆向右(下)拨动,则全量减小。
怎样调整示值的”前快后慢”或”前慢后快”?
当仪表的全量调整合适之后,可将表盘装上,用表盘夹子夹住,钉上指针并对照精密压力表检查各点。如果各检验点误差均在允许误差之内,则该仪表示值合格。
“前快后慢”或”前慢后快”均属于非线性误差,其调整要领是调整初始角的大小。
当仪表出现”前快后慢”时,应加大初始角,其方法是:
①逆时针转动机芯,以增大初始角。
②将封口片向右掰,以增大初始角。
当仪表岀现”前慢后快”时,应减小初始角,其方法是:
③顺时针转动机芯,以减小初始角。
④将封口片向左掰,以减小初始角。
 支付宝扫一扫
支付宝扫一扫 微信扫一扫
微信扫一扫






