前些日子公司镀锌线成品出现镀锌不良。
问题分析后得出一个结论:镀锌整流机电流未达到工艺设定电流!然后导致产品镀锌不良。
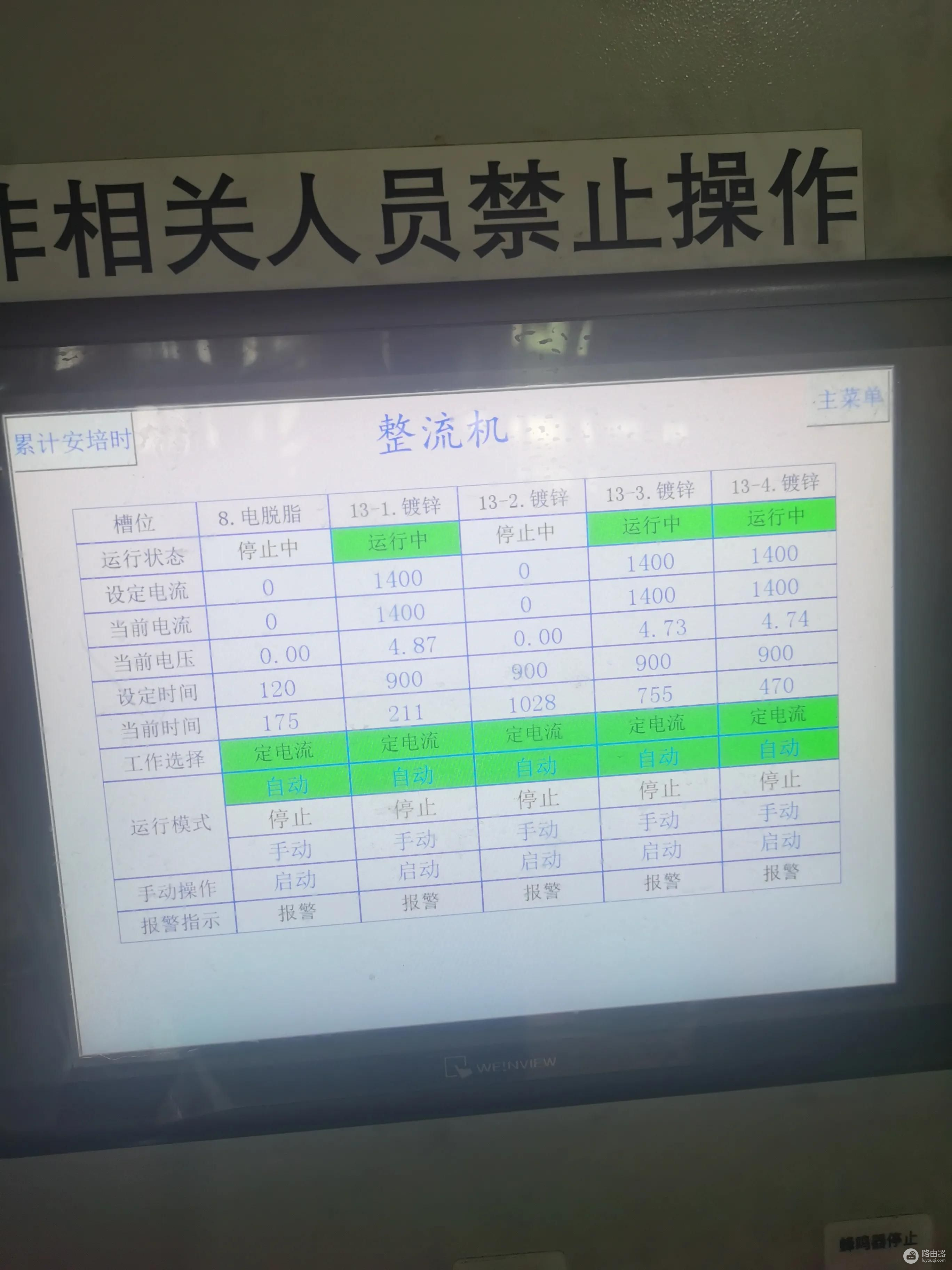
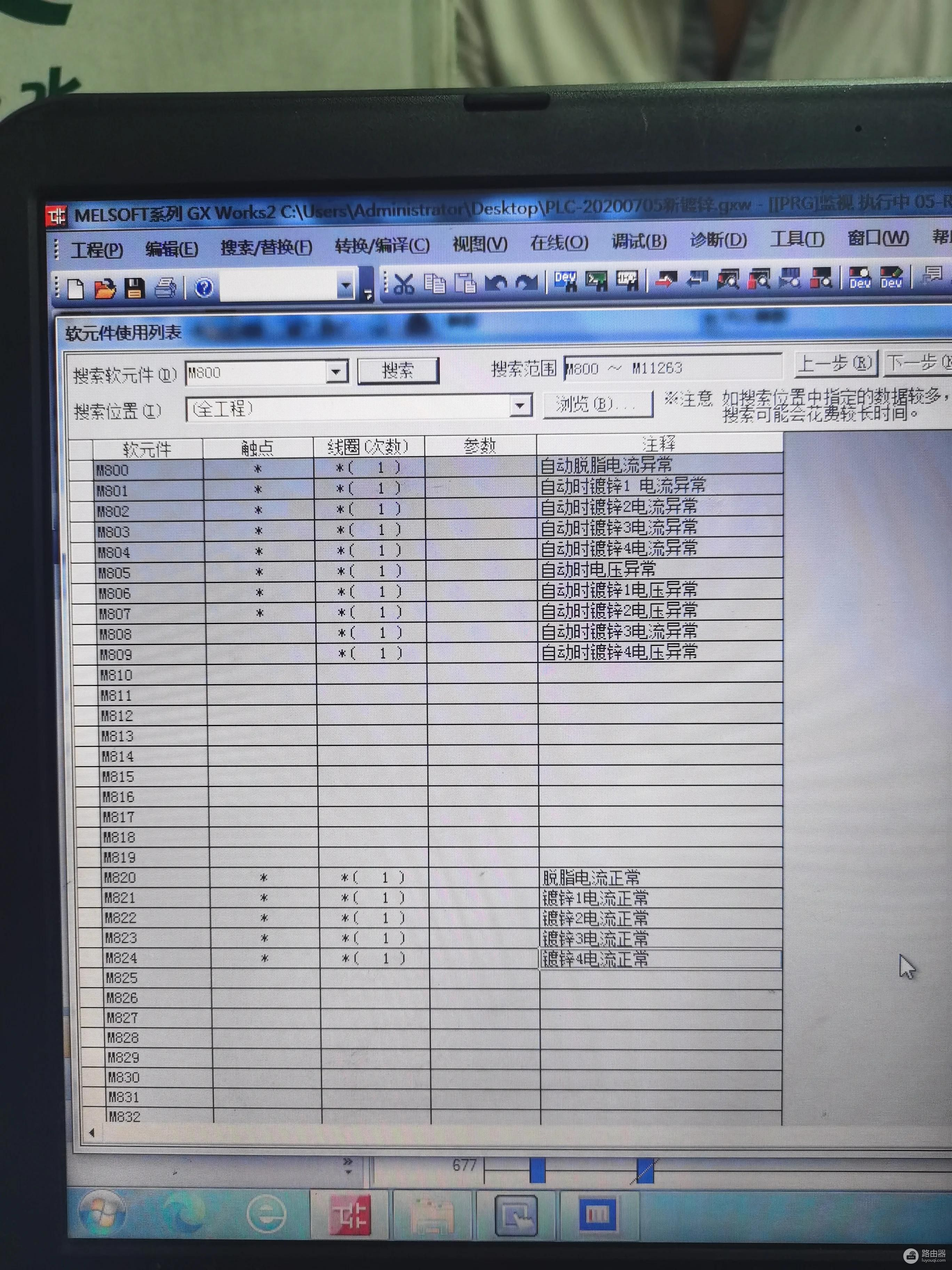
解决的方案是:在原来的程序里面添加电流监控,当镀锌时整流机电流没有达到工艺设定电流时,设备报警且在触摸屏上跳出报警内容。
镀锌线PLC是三菱,触摸屏是威纶通!
电脑连接在线更改程序!
更改程序的过程中发现,实际电流和设定电流有一些误差。本来是用实际电流不等于设定电流来输出报警,发现这样做报警特别多。
只好根据工艺要求在设定电流的值上加上一个上下限!这样一来只要实际电流在这个上下限中设备就是正常状态,否则报警!
其次电流比较时有一个时间段,因为整流机工作需要一个爬升电流时间!经过跟踪发现报警时间段设为十秒钟最佳!
断断续续用了半天时间改好程序,然后在线测试效果!
效果达到!
写在最后:这次程序改造流水是解决问题型。需要把问题了解清楚,然后实际观察程序后才可以去做!其实做然后事都要这样,不谈要做的面面俱到,至少要把事情做好!
 支付宝扫一扫
支付宝扫一扫 微信扫一扫
微信扫一扫



